 |
|
Сопутствующие детали Хипартэрм
| Артикул | Наименование |
|
||||||||
| 128818 | Резак в сборе ХПР 130/260 | |||||||||
| 220163 | Ответная часть резака ХПР 130/260 | |||||||||
| 220232 | Соединительная муфта ХПР 130/260 | |||||||||
| 128986 | Провод резака 2м ХПР 130/260 | |||||||||
| 128935 | Провод резака 3м ХПР 130/260 | |||||||||
| 128934 | Провод резака 4,5м ХПР 130/260 | |||||||||
| 128784 | Провод резака 7,5м ХПР 130/260 | |||||||||
| 128987 | Провод резака 10м ХПР 130/260 | |||||||||
| 128785 | Провод резака 15м ХПР 130/260 | |||||||||
| 128988 | Провод резака 20м ХПР 130/260 | |||||||||
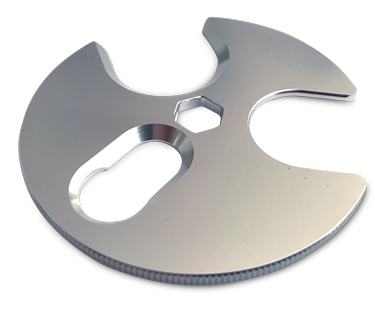
| 104119 | Ключ для расходных материалов | |||||||||
| 027055 | Силикон | |||||||||
| 128879 | Комплект уплотнительных колец резака | |||||||||
| 128880 | Комплект для ответной части резака | |||||||||
| 228171 | Насос системы охлаждения ХПР260/400ХД | |||||||||
| 228170 | Насос системы охлаждения ХПР130ХД | |||||||||
| 027664 | Фильтр системы охлаждения | |||||||||
| 011110 | Воздушный фильтр | |||||||||
| 028872 | Охлаждающая жидкость Хипартэрм | |||||||||





Техническое обслуживание резака Хипартэрм ХПР130 и ХПР260
|
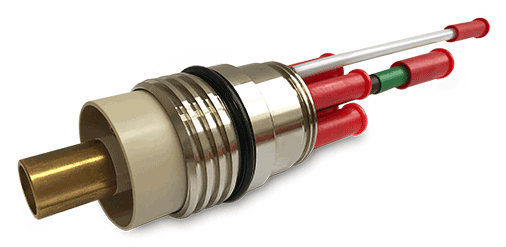 |
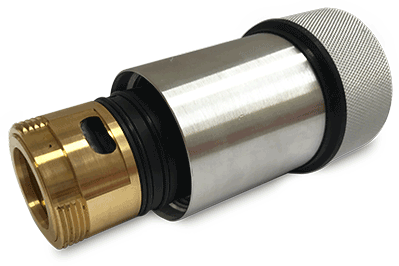
| Корпус резака ХПР 220162 | Ответная часть корпуса резака ХПР 220163 |
Некорректное техническое обслуживание резака HPR может привести к неудовлетворительному качеству резки и преждевременному выходу из строя.
Резак производится с очень жесткими допусками, чтобы максимизировать качество резки. Резак не следует подвергать жестким воздействиям, которые могут привести к расстройству критически важных функций.
Когда резак не используется, его следует хранить в чистом месте во избежание загрязнений критически важных поверхностей и каналов.
Профилактическое техническое обслуживание
резака 220162 Хипартэрм ХПР130 и ХПР260
При каждой замене расходных материалов следует выполнять следующие действия:
|
 |
Техническое обслуживание блока быстрого отключения 220163 Хипартэрм ХПР130 и ХПР260
Следующие действия следует выполнять при смене расходных материалов с интервалом в 5–10 раз:
|
 |
Комплект для технического обслуживания для резака 220162 Хипартэрм ХПР130 и ХПР260
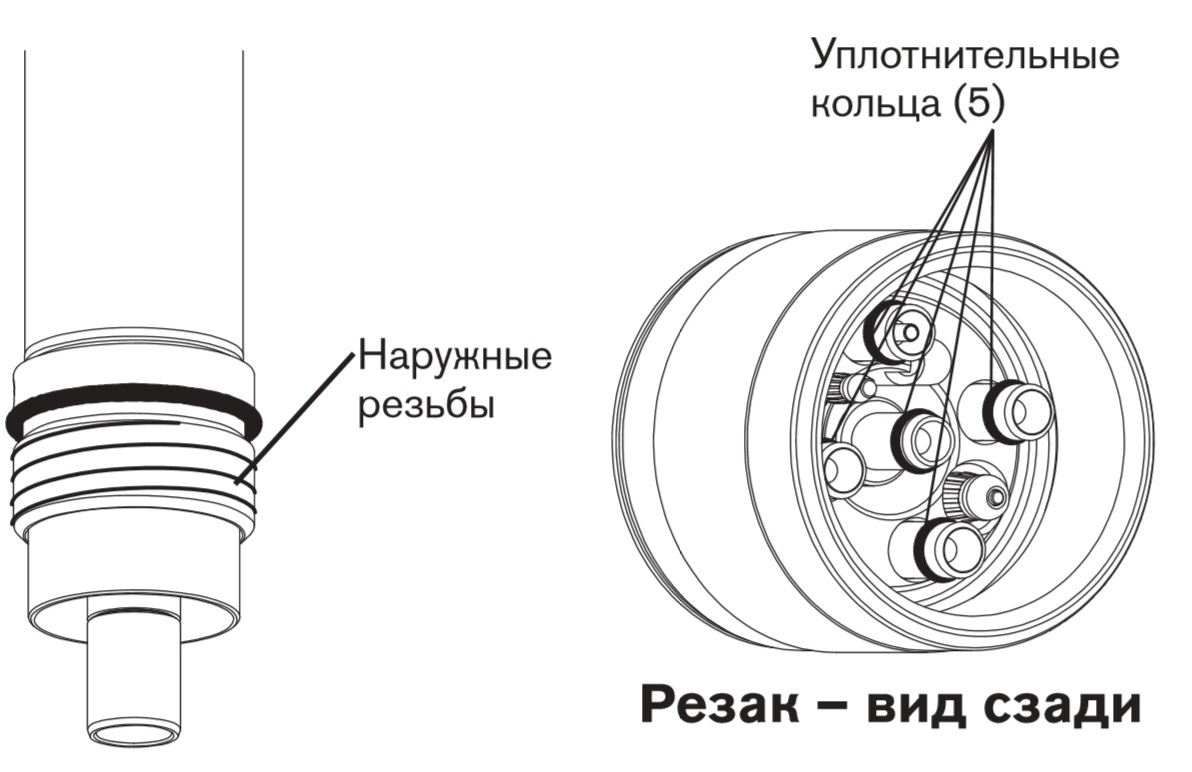
Даже при должном обслуживании уплотнительные кольца, расположенные в задней части резака, нужно будет периодически заменять.
Hypertherm предоставляет комплект (128879) запасных деталей. Эти комплекты следует иметь в наличии и использовать в ходе выполнения профилактического технического обслуживания.
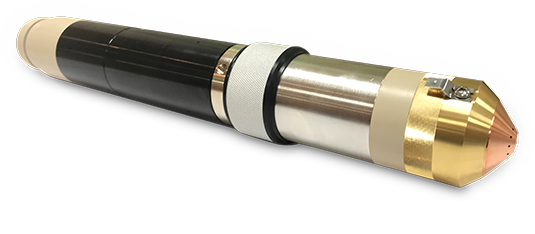
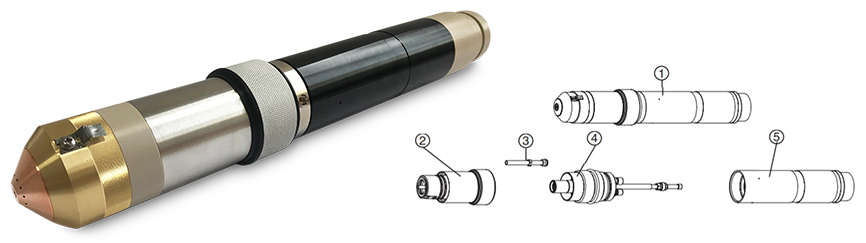
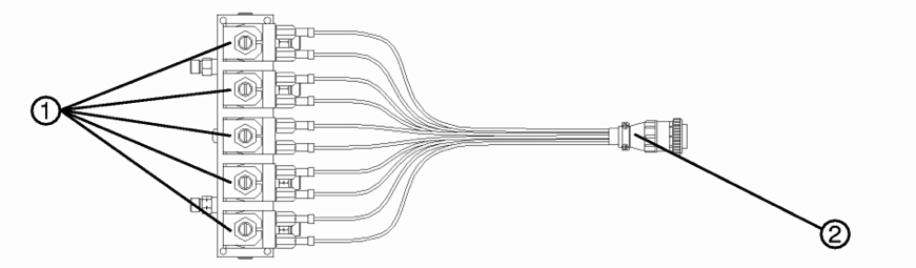
Механизированные резаки ХПР
Прямой резак / Резак HyPerformance / Хипартэрм ХПР130 и ХПР260
|
Позиция |
Номер детали |
Описание |
Количество |
|
1 |
128818 |
МР371182 Резак в сборе ХПР (128818) |
1 |
|
2 |
220162 |
МР279838 Быстросъемная горелка ХПР (220162) |
1 |
|
3 |
220340 |
МР279660 Трубка охлаждения 30-260А ХПР (220340) |
1 |
|
4 |
220163 |
МР279837 Быстросъемное гнездо ХПР (220163) |
1 |
|
5 |
220232 |
МР279768 Соединительная муфта ХПР (220232) |
1 |
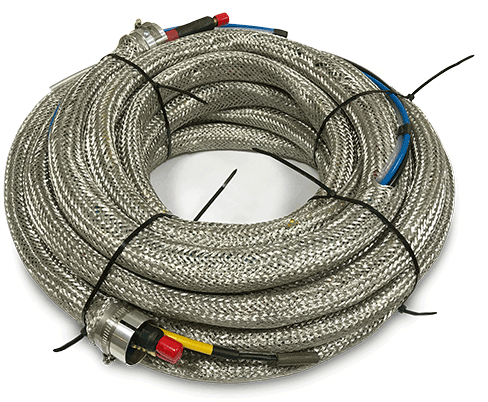
Провода механизированного резака (шланг-пакет)
|
Номер детали |
Длина |
|
|
128986 |
2 м |
|
|
128935 |
3 м |
|
|
128934 |
4,5 м |
|
|
128784 |
7,5 м |
|
|
128987 |
10 м |
|
|
128785 |
15 м |
|
|
128988 |
20 м |
Замена фильтра системы охлаждающей жидкости Хипартэрм ХПР
-
ВЫКЛЮЧИТЬ подачу любого электропитания в систему.
-
Снять корпус.
-
Снять и утилизировать фильтровальный элемент.
-
Установить новый фильтровальный элемент 027664.
-
Повторно установить корпус.
-
Наполнить новой охлаждающей жидкостью.
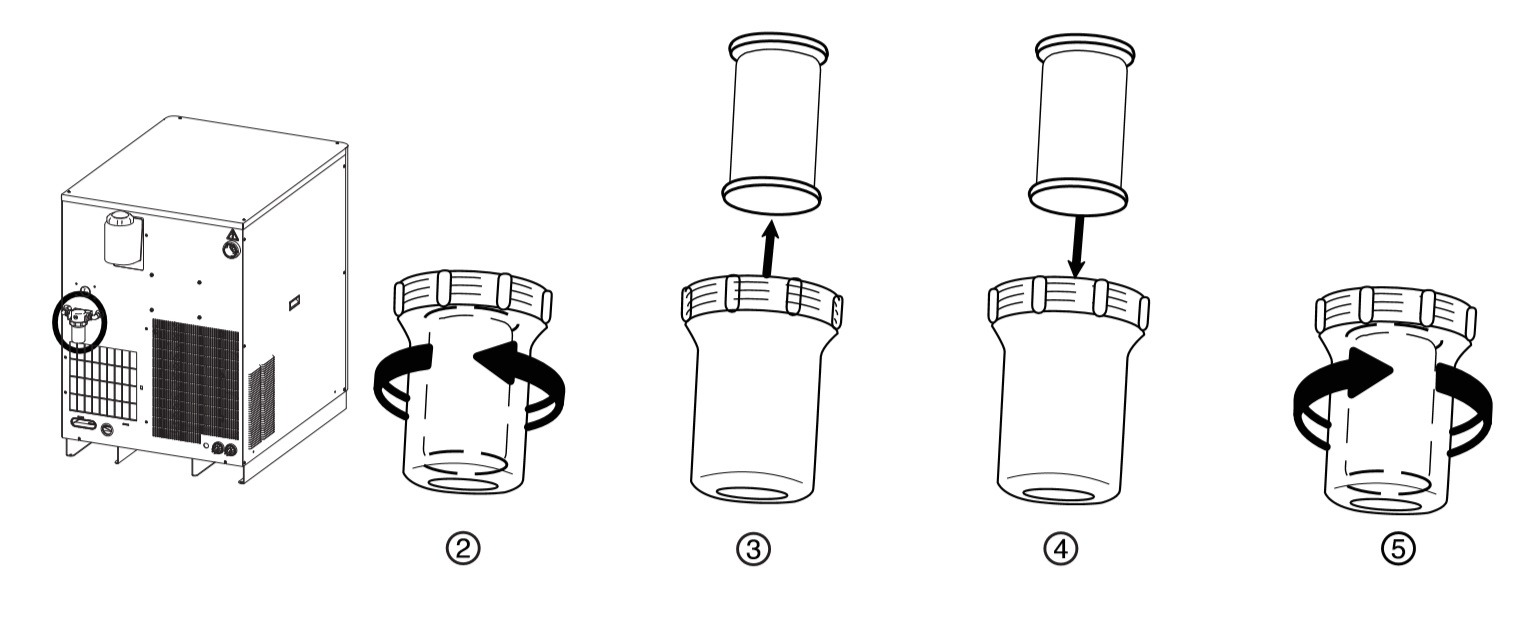
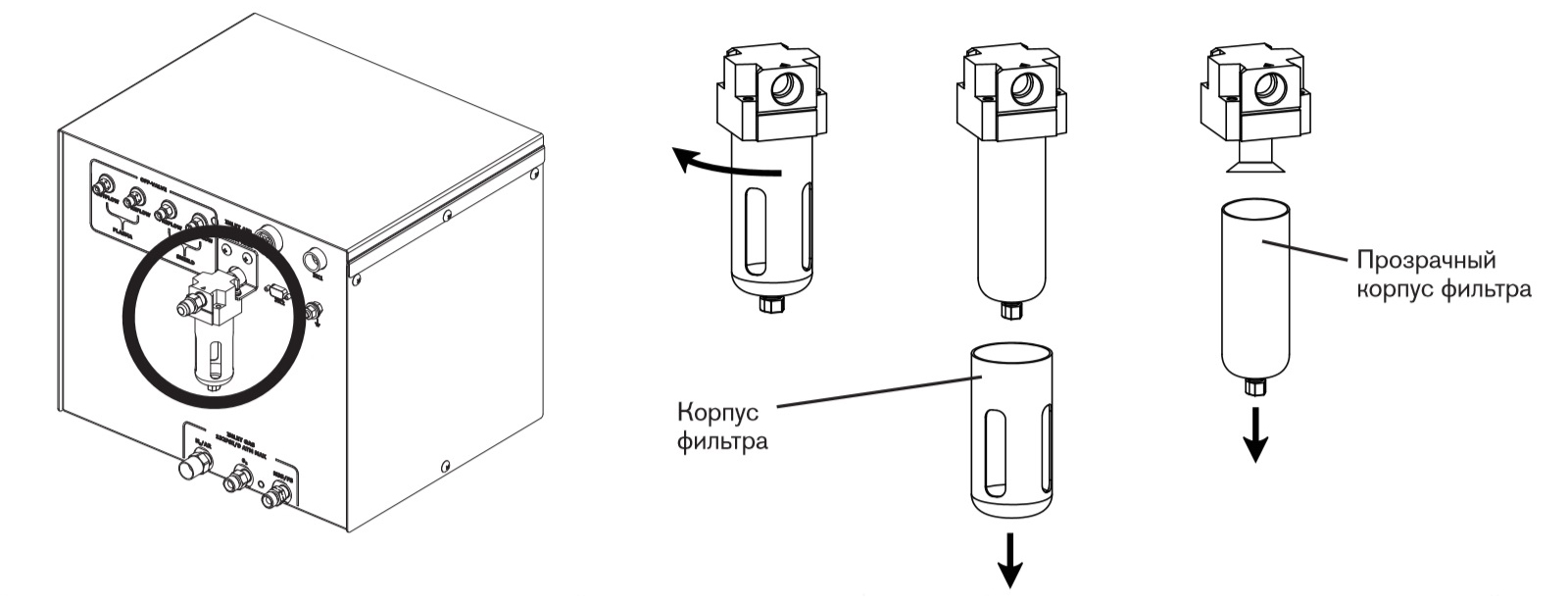
Замена элемента воздушного фильтра Хипартэрм ХПР
1. ВЫКЛЮЧИТЬ электропитание и отсоединить пневматический шланг от фильтра.
2. Снять корпус фильтра, выкручивая его против часовой стрелки до его высвобождения.
3. С силой потянуть вниз прозрачный корпус фильтра, чтобы снять его. Вокруг верхней части корпуса фильтра имеется уплотнительное кольцо. Нанести тонкий слой силиконовой смазки на уплотнительное кольцо для продления срока его службы. Уплотнительное кольцо должно блестеть, однако не должно быть излишков или скоплений смазки.
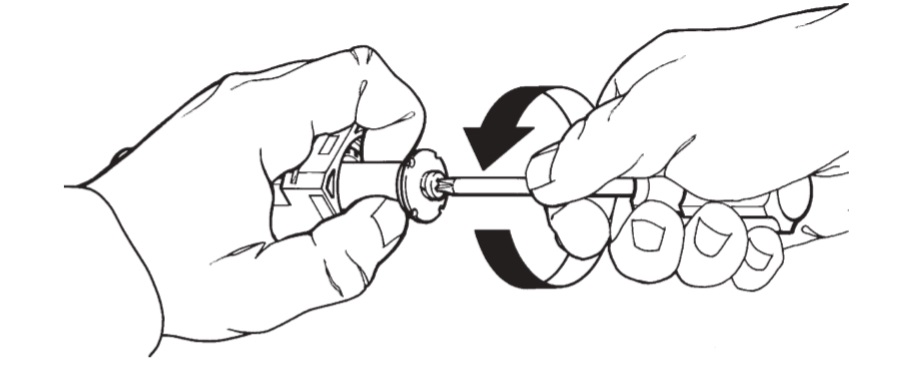
4. С помощью отвертки извлечь фильтровальный элемент из корпуса фильтра. Затем установить новый фильтровальный элемент.
Внимание: При выкручивании винта не следует допускать вращения фильтровального элемента.
5. Повторно установить прозрачный корпус фильтра и корпус фильтра.
График замены деталей для обслуживания
|
Время |
Компонент |
Номер детали |
Количество |
| 6 месяцев или 300 часов горения дуги |
Фильтровальный элемент охлаждающей жидкости | 027664 | 1 |
| Раствор охлаждающей жидкости 70/30 | 028872 | 4 | |
| Комплект резака | 128879 | 1 | |
| Фильтровальный элемент воздушного фильтра | 011110 | 1 | |
| Комплект быстрого отключения | 128880 | 1 | |
| 1 год или 600 часовгорения дуги |
Фильтровальный элемент охлаждающей жидкости | 027664 | 1 |
| Раствор охлаждающей жидкости 70/30 | 028872 | 4 | |
| Главный замыкатель, 380–600 В | 003249 | 1 | |
| Основной корпус резака | 220706 | 1 | |
| Реле вспомогательной дуги | 003149 | 1 | |
| Фильтровальный элемент воздушного фильтра | 011110 | 1 | |
| 1,5 года или 900 часовгорения дуги |
Фильтровальный элемент охлаждающей жидкости | 027664 | 1 |
| Раствор охлаждающей жидкости 70/30 | 028872 | 4 | |
| Комплект резака | 128879 | 1 | |
| Комплект быстрого отключения | 128880 | 1 | |
| Фильтровальный элемент воздушного фильтра | 011110 | 1 | |
| 2 года или 1 200 часовгорения дуги |
Фильтровальный элемент охлаждающей жидкости | 027664 | 1 |
| Раствор охлаждающей жидкости 70/30 | 028872 | 4 | |
| Главный замыкатель, 380–600 В | 003249 | 1 | |
| Основной корпус резака | 220706 | 1 | |
| Реле вспомогательной дуги | 003149 | 1 | |
| Провода резака | Нужной длины | 1 | |
| Комплект насоса охлаждающей жидкости ХПР130 / ХПР260 | 228171 (228170) | 1 | |
| Фильтровальный элемент воздушного фильтра | 011110 | 1 | |
| 2,5 года или 1 500 часов горения дуги |
Фильтровальный элемент охлаждающей жидкости | 027664 | 1 |
| Раствор охлаждающей жидкости 70/30 | 028872 | 4 | |
| Комплект резака | 128879 | 1 | |
| Комплект быстрого отключения | 128880 | 1 | |
| Фильтровальный элемент воздушного фильтра | 011110 | 1 | |
| 3 года или 1 800 часовгорения дуги |
Фильтровальный элемент охлаждающей жидкости | 027664 | 1 |
| Раствор охлаждающей жидкости 70/30 | 028872 | 4 | |
| Главный замыкатель, 380–600 В | 003249 | 1 | |
| Основной корпус резака | 220706 | 1 | |
| Реле вспомогательной дуги | 003149 | 1 | |
| Фильтровальный элемент воздушного фильтра | 011110 | 1 | |
| Охлаждающий вентилятор 10" | 027079 | 1 | |
| Охлаждающий вентилятор 6" | 127039 | 1 | |
| 3,5 года или 2 100 часов горения дуги |
Фильтровальный элемент охлаждающей жидкости | 027664 | 1 |
| Раствор охлаждающей жидкости 70/30 | 028872 | 4 | |
| Комплект резака | 128879 | 1 | |
| Комплект быстрого отключения | 128880 | 1 | |
| Фильтровальный элемент воздушного фильтра | 011110 | 1 | |
| 4 года или 2 400 часовгорения дуги |
Фильтровальный элемент охлаждающей жидкости | 027664 | 1 |
| Раствор охлаждающей жидкости 70/30 | 028872 | 4 | |
| Главный замыкатель, 380–600 В | 003249 | 1 | |
| Основной корпус резака | 220706 | 1 | |
| Реле вспомогательной дуги | 003149 | 1 | |
| Провода резака | Нужной длины | 1 | |
| Комплект насоса охлаждающей жидкости ХПР130 / ХПР260 | 228171 (228170) | 1 | |
| Фильтровальный элемент воздушного фильтра | 011110 | 1 | |
| Комплект электродвигателя насоса охлаждающей жидкости | 128385 | 1 | |
| 4,5 года или 2 700 часов горения дуги |
Фильтровальный элемент охлаждающей жидкости | 027664 | 1 |
| Раствор охлаждающей жидкости 70/30 | 028872 | 4 | |
| Комплект резака | 128879 | 1 | |
| Комплект быстрого отключения | 128880 | 1 | |
| Фильтровальный элемент воздушного фильтра | 011110 | 1 | |
| 5 года или 3 000 часовгорения дуги |
Фильтровальный элемент охлаждающей жидкости | 027664 | 1 |
| Раствор охлаждающей жидкости 70/30 | 028872 | 4 | |
| Главный замыкатель, 380–600 В | 003249 | 1 | |
| Основной корпус резака | 220706 | 1 | |
| Реле вспомогательной дуги | 003149 | 1 | |
| Высоковольтный трансформатор | 129854 | 1 | |
| Распределительная плата | 041802 | 1 | |
| Дозировочная система | 078184 | 1 | |
| Кабель вспомогательной дуги | Нужной длины | 1 | |
| Газовые провода | Нужной длины | 1 | |
| Фильтровальный элемент воздушного фильтра | 011110 | 1 | |
| 5,5 лет или 3 300 часов горения дуги |
Фильтровальный элемент охлаждающей жидкости | 027664 | 1 |
| Раствор охлаждающей жидкости 70/30 | 028872 | 4 | |
| Комплект резака | 128879 | 1 | |
| Комплект быстрого отключения | 128880 | 1 | |
| Фильтровальный элемент воздушного фильтра | 011110 | 1 | |
| 6 года или 3 600 часовгорения дуги |
Фильтровальный элемент охлаждающей жидкости | 027664 | 1 |
| Раствор охлаждающей жидкости 70/30 | 028872 | 4 | |
| Главный замыкатель, 380–600 В | 003249 | 1 | |
| Основной корпус резака | 220706 | 1 | |
| Реле вспомогательной дуги | 003149 | 1 | |
| Фильтровальный элемент воздушного фильтра | 011110 | 1 | |
| Охлаждающий вентилятор 10" | 027079 | 1 | |
| Охлаждающий вентилятор 6" | 127039 | 1 | |
| Провода резака | Нужной длины | 1 | |
| Комплект насоса охлаждающей жидкости ХПР130 / ХПР260 | 228171 (228170) | 1 | |
| 6,5 лет или 3900 часовгорения дуги |
Повторить график, начиная с 6 месяцев или 300 часов горения дуги | ||
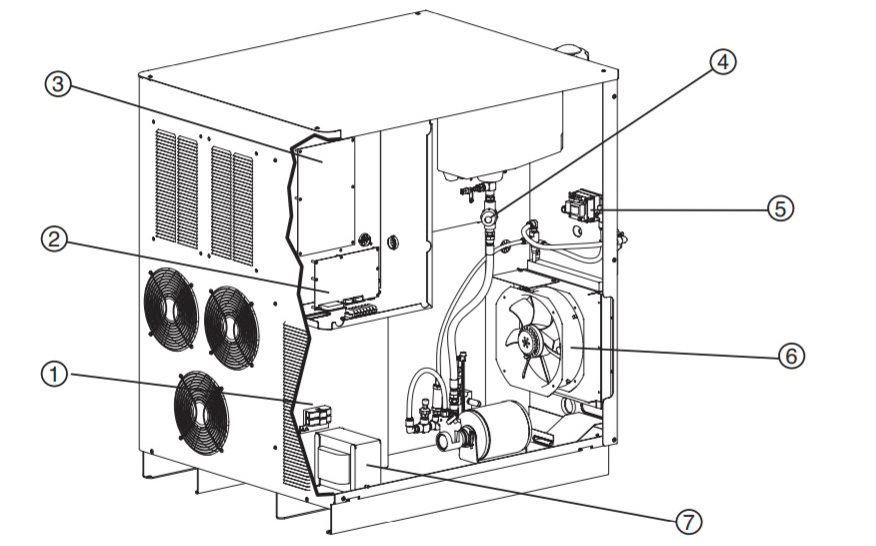
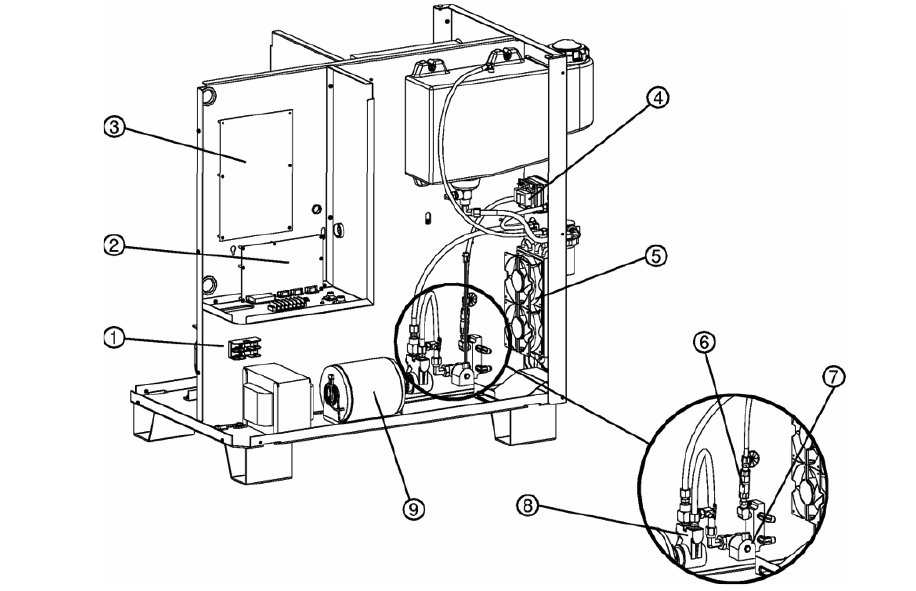
Хипартэрм ХПР260 – карта ремонтных частей
Источник тока ХПР260 (Вид №1)
|
Позиция |
Номер детали |
Описание |
Количество |
|
1 |
027634 |
Фильтр в сборе |
1 |
|
|
027664 |
Фильтр системы охлаждения |
1 |
|
2 |
127014 |
Крышка бачка |
1 |
|
3 |
229034 |
EMI фильтр |
1 |
|
4 |
129792 |
Узел модулятора тока |
2 |
|
5 |
127039 |
Вентилятор 6 дюймов |
4 |
|
6 |
027079 |
Вентилятор 10 дюймов |
3 |
Источник тока ХПР260 (Вид №2)
|
Позиция |
Номер детали |
Описание |
Количество |
|
1 |
003149 |
Реле вспомогательной дуги |
1 |
|
2 |
041837 |
Печатная плата (PCB): вв./выв. (I/O) |
1 |
|
3 |
003217 |
Главный замыкатель |
1 |
|
4 |
129791 |
Узел схемы запуска |
1 |
|
5 |
109483 |
Датчик тока: Холла 200 А, 4 В CS3 |
1 |
|
6а |
109004 |
Датчик тока: Холла 100 А, 4 В CS2 |
1 |
|
6б |
109004 |
Датчик тока: Холла 100 А, 4 В CS1 |
1 |
|
7а |
108263 |
Предохранитель: 175 А, 250 В F3 |
1 |
|
7б |
108263 |
Предохранитель: 175 А, 250 В F4 |
1 |
Источник тока ХПР260 (Вид №3)
|
Позиция |
Номер детали |
Описание |
Количество |
|
1 |
008551 |
Предохранитель: 7,5 А, 600 В F1, F2 |
2 |
|
2 |
041909 |
Плата управления PCB3 |
1 |
|
3 |
041802 |
Плата распределения мощности PCB2 |
1 |
|
4 |
027926 |
Фильтр в сборе |
1 |
|
5 |
129793 |
Узел переключателя (датчика) расхода |
1 |
|
6 |
229066 |
Теплообменник в сборе |
1 |
|
7 |
129787 |
Трансформатор |
1 |
Источник тока ХПР260 (Вид №4)
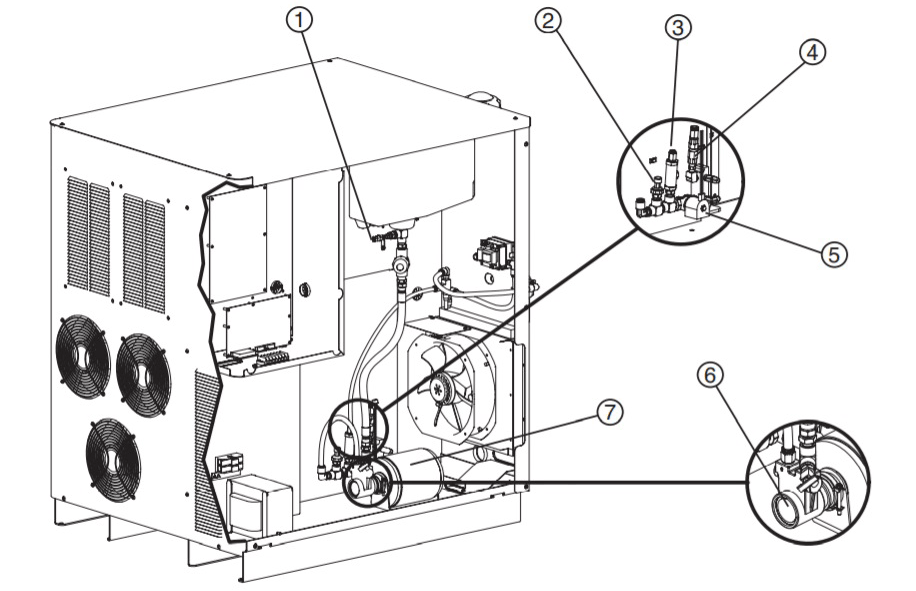
|
Позиция |
Номер детали |
Описание |
Количество |
|
1 |
109393 |
Датчик температуры |
1 |
|
2 |
109524 |
Датчик давления |
1 |
|
3 |
006132 |
Запорный клапан: ¼-дюйма NPT |
1 |
|
4 |
006075 |
Запорный клапан: ¼-дюйма FPT |
1 |
|
5 |
006046 |
Электромагнитный клапан в сборе |
1 |
|
6 |
228171 |
Насос системы охлаждения |
1 |
|
7 |
228230 |
Мотор насоса системы охлаждения в сборе |
1 |
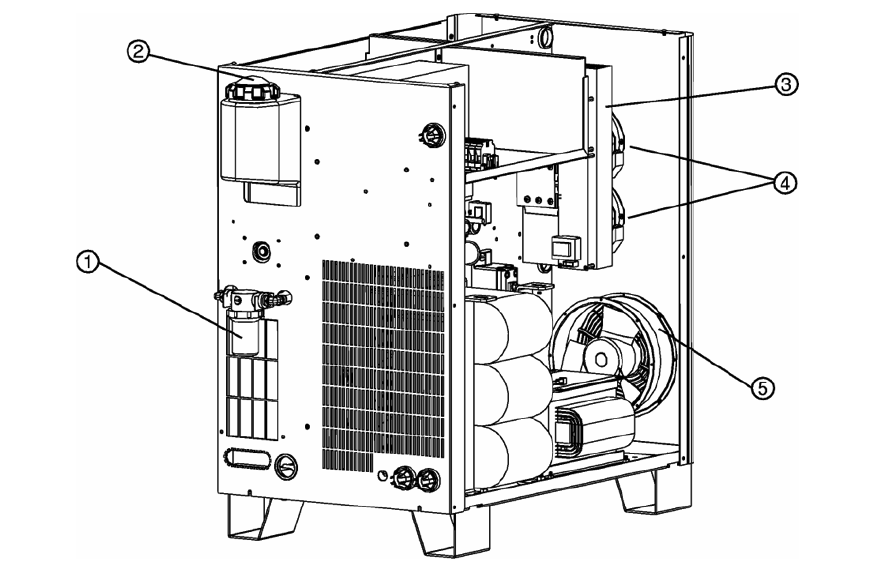
Хипартэрм ХПР130 – карта ремонтных частей
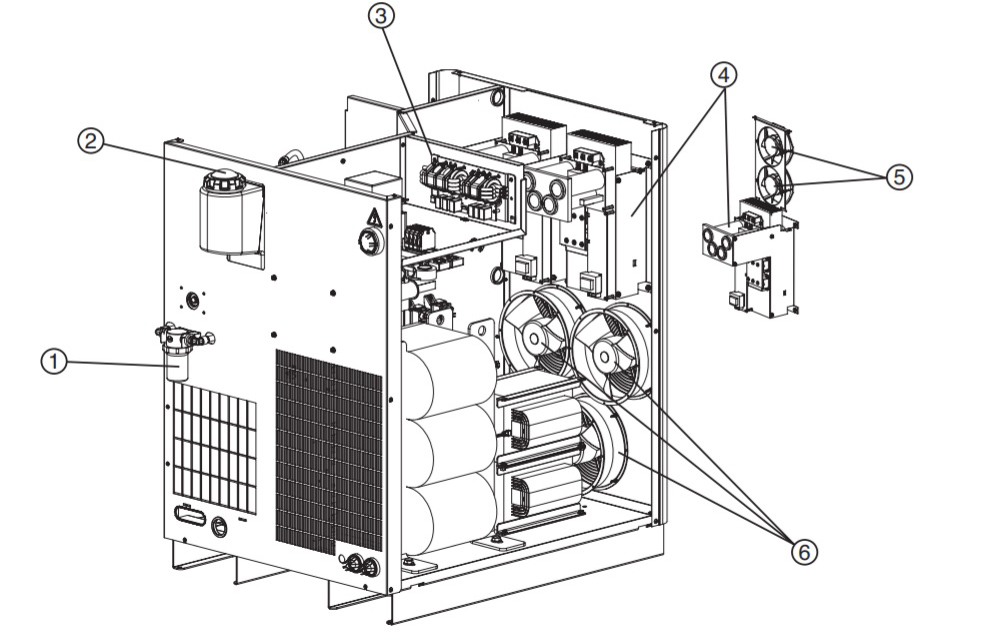
Источник тока ХПР130 (Вид №1)
|
Позиция |
Номер детали |
Описание |
Количество |
|
1 |
027634 |
Корпус фильтра |
1 |
|
|
027664 |
Элемент фильтра |
1 |
|
2 |
127014 |
Крышка: бак с охладителем |
1 |
|
3 |
129792 |
Узел модулятора тока CH1 |
1 |
|
4 |
127039 |
6-дюймовый вентилятор: 230 куб. футов/мин (CFM), 115 В пер. тока 50-60 Гц |
2 |
|
5 |
027079 |
10-дюймовый вентилятор: 450-550 CFM, 120 В пер. тока 50-60 Гц |
1 |
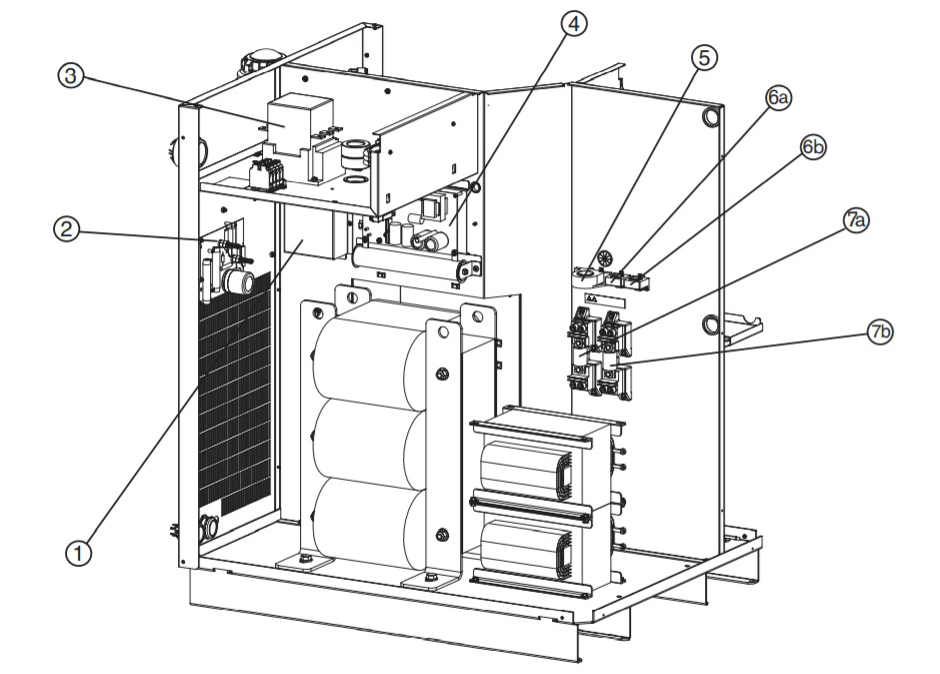
Источник тока ХПР130 (Вид №2)
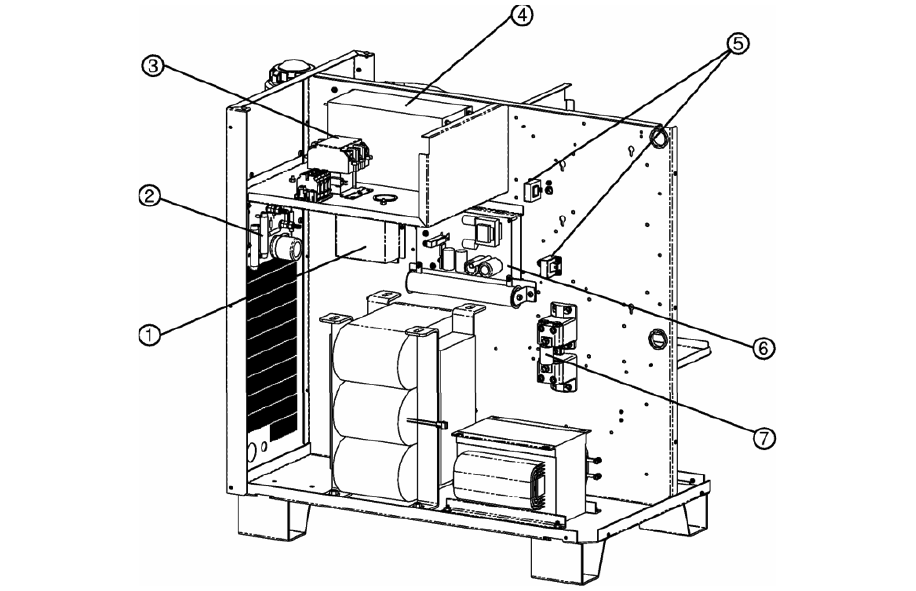
|
Позиция |
Номер детали |
Описание |
Количество |
|
1 |
003149 |
Реле: вспом. дуга, 120 В пер. т. CR1 |
1 |
|
2 |
041837 |
ПП (PCB): вв./выв. (I/O) |
1 |
|
3 |
003139 |
Контактор CON1 |
1 |
|
4 |
109036* |
Фильтр ЭМП: 60 А, 440 В пер. т. 3 фазы |
1 |
|
5 |
109004 |
Датчик тока: датчик Холла 100 А, 4 В |
2 |
|
6 |
129791 |
Узел схемы запуска PCB1 |
1 |
|
7 |
108263 |
Предохранитель: 150 А, 250 В F3 |
1 |
Источник тока ХПР130 (Вид №3)
|
Позиция |
Номер детали |
Описание |
Количество |
|
1 |
008551* |
Предохранитель: 7.5 А, 600 В F1, F2 |
2 |
|
2 |
041808 |
Плата управления PCB3 |
1 |
|
3 |
041802 |
Плата распределения мощности PCB2 |
1 |
|
4 |
129793 |
Узел переключателя (датчика) расхода FLS |
1 |
|
5 |
027978 |
Узел теплообменника |
1 |
|
|
027185 |
4-дймовый вентилятор |
2 |
|
6 |
006075 |
Запорный клапан: ¼-дюйма FPT |
1 |
|
7 |
129995 |
Узел соленоидного клапана CLT SOL |
1 |
|
8 |
129994 |
Узел насоса: 70 галлон/мин, 200 ф./кв. д. |
1 |
|
9 |
031113 |
Двигатель: 1/3 л. с. (HP), 240 В, 50-60 Гц |
1 |
Источник тока ХПР130 (Вид №4) – Блок розжига дуги
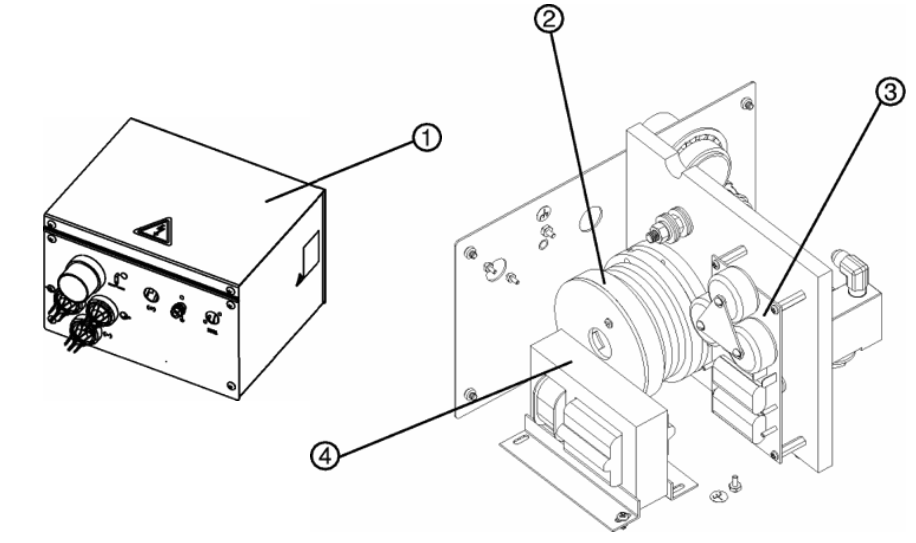
|
Позиция |
Номер детали |
Описание |
Количество |
|
1 |
078172 |
Пульт зажигания |
1 |
|
2 |
129831 |
Узел катушки (высоковольтная и высокочастотная – HFHV) |
1 |
|
3 |
041817 |
Плата зажигания |
1 |
|
4 |
129854 |
Трансформатор |
1 |
Источник токаХПР130 (Вид №5) – Газовая консоль 1 из 2
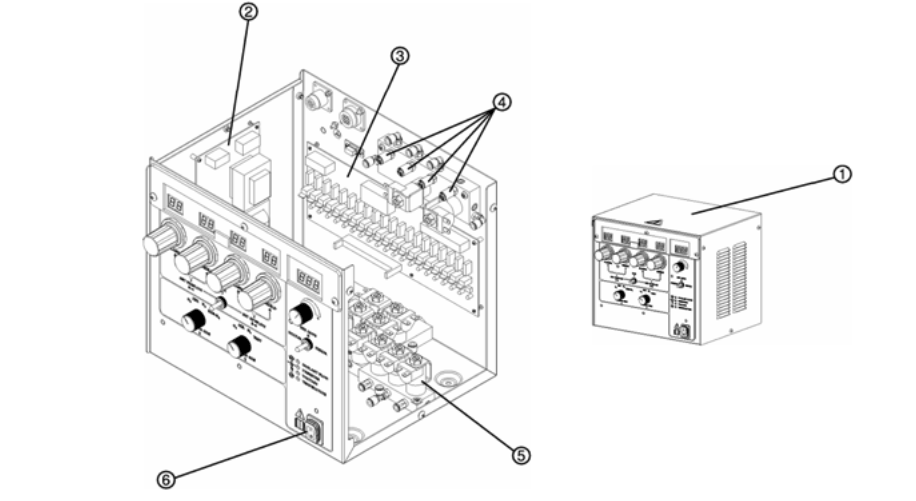
|
Позиция |
Номер детали |
Описание |
Количество |
|
1 |
078170 |
Газовая консоль в сборе |
1 |
|
2 |
041805 |
Плата распределения мощности PCB1 |
1 |
|
3 |
041822 |
Плата привода клапана PCB3 |
1 |
|
4 |
005263 |
Датчик давления PT1-PT3 |
4 |
|
5 |
006109 |
Соленоидный клапан SV1-SV14 |
14 |
|
|
006112 |
Сменная катушка соленоида |
|
|
6 |
005262 |
Выключатель питания с подсветкой SW1 |
1 |
Источник тока ХПР130 (Вид №6) – Газовая консоль 2 из 2
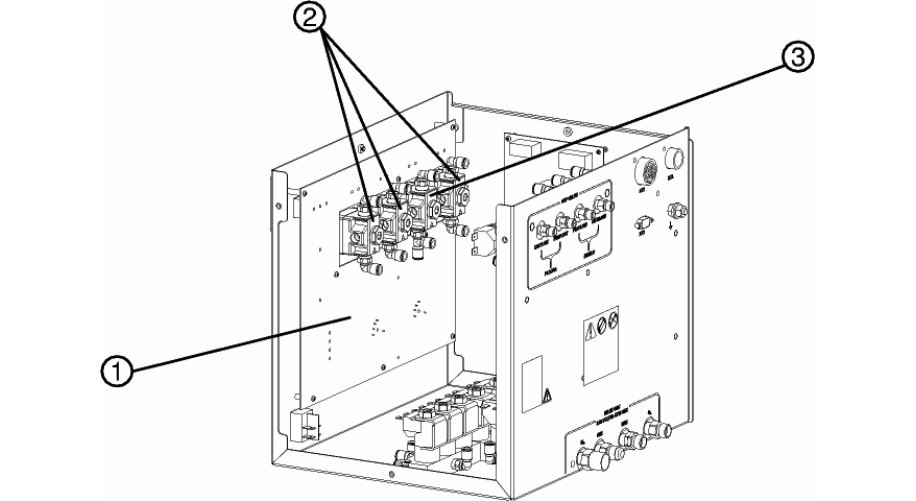
|
Позиция |
Номер детали |
Описание |
Количество |
|
1 |
041814 |
Плата управления PCB2 |
1 |
|
2 |
129992 |
Узел регулятора с уголковым фитингом PR1, PR3, PR4 |
3 |
|
3 |
129993 |
Узел регулятора с уголком и тройником PR2 |
1 |
Источник тока ХПР130 (Вид №7) – Клапанный узел
|
Позиция |
Номер детали |
Описание |
Количество |
|
|
129563 |
Узел выпускного клапана в сборе |
1 |
|
1 |
006109 |
Соленоидный клапан V16-V19 |
5 |
|
|
006112 |
Сменная катушка соленоида |
5 |
|
2 |
123540 |
Кабель клапанного узла |
1 |
Типичные отказы при резке
Вспомогательная дуга резака зажигается, но не переносится:
-
Отсутствует плотный контакт в месте соединения рабочего провода со столом для резки.
-
Неисправность системы (см. полную версию Тех. Документации).
-
Слишком большое расстояние между резаком и изделием.
Струя плазмы не прорезает заготовку по всей толщине, в верхней части заготовки наблюдается чрезмерное искрение:
-
Установлено слишком низкое значение тока (см. Технологическую карту резки).
-
Установлена слишком высокая скорость или высота резки (проверьте информацию в технологических картах резки).
-
Расходные детали резака изношены или выбраны неверно (см. Установка и проверка расходных деталей).
-
Выполняется резка слишком толстого металла.
С нижней стороны разреза образуется окалина:
-
Неверная скорость резки (проверьте информацию в технологических картах резки).
-
Установлено слишком низкое значение тока дуги (проверьте информацию в технологических картах резки).
-
Расходные детали резака изношены или выбраны неверно (см. Установка и проверка расходных деталей).
Угол среза не прямой:
-
Неправильное направление перемещения машины. Высококачественная сторона расположена справа по отношению к траектории поступательного движения резака.
-
Неправильно задано расстояние между резаком и изделием (проверьте информацию в технологических картах резки).
-
Неверная скорость резки (проверьте информацию в технологических картах резки).
-
Неверный ток дуги (проверьте информацию в технологических картах резки).
-
Расходные детали повреждены или изношены (см. Установка и проверка расходных деталей).
Короткий срок службы расходных деталей:
-
Значения тока дуги, дугового напряжения, скорости перемещения, задержки перемещения, скорости потока газа или исходной высоты резака установлены не в соответствии с указаниями технологической карты резки.
-
Попытки выполнять резку высокомагнитных металлических листов, таких как броневые листы с высоким содержанием никеля, приведут к сокращению срока службы расходных деталей. Сложно достичь длительного срока службы расходных деталей при резке намагниченных пластин или же листов, которые легко намагничиваются.
-
Начало или конец резки выполняются за пределами поверхности листа. Это отводит дугу в сторону, вследствие чего возможно повреждение сопла или защиты. Для достижения длительного срока службы расходных деталей резку следует начинать и заканчивать на поверхности пластины.
Максимизация срока службы расходных деталей
-
Резак ни в коем случае не должен зажигать дугу в воздухе.
-
Допустимо начинать резку на краю заготовки при условии, что дуга не зажигается в воздухе.
-
Для начала прожига следует использовать высоту прожига, которая в 1,5–2 раза превышает высоту резки.
-
При окончании каждой операции резки дуга должна все еще находиться на заготовке во избежание гашения дуги.
-
При резке небольших деталей, которые падают после вырезания из заготовки, следует убедиться в том, что дуга остается на краю заготовки для корректного плавного выключения.
При возникновении гашения дуги следует попытаться выполнить одно или несколько из перечисленных ниже действий:
-
Снизить скорость резки на последнем участке реза.
-
Остановить дугу до окончательного вырезания детали, чтобы дать ей возможность закончить вырезание во время плавного выключения.
-
Запрограммировать траекторию резака так, чтобы он выходил в область, предназначенную в лом, для выполнения плавного выключения.
Факторы, влияющие на качество резки
|
Угол среза
|
 |
Окалина
Окалина низкой скорости образуется, когда скорость резки резака слишком низкая, в результате чего дуга уходит вперед. Окалина образуется в виде тяжелых пузырчатых отложений в нижней части среза, ее легко можно убрать. Для снижения количества образующейся окалины следует повысить скорость.
Окалина высокой скорости образуется при слишком высокой скорости резки, из-за которой дуга отстает. Такая окалина образуется в виде тонкой и узкой полоски металла, расположенной очень близко к срезу. Она закрепляется в нижней части среза, и ее сложно удалить. Чтобы снизить образование окалины при высоких скоростях следует выполнить указанные ниже действия:
-
Уменьшить скорость резки.
-
Снизить дуговое напряжение, чтобы уменьшить расстояние между резаком и изделием.
-
Повысить содержание O2 в защитном газе, чтобы расширить диапазон значений скорости резки без образования окалины.
Прямота поверхности резки
 |
Обычно поверхность резки немного вогнута. Поверхность резки может стать более вогнутой или выгнутой. Для обеспечения приемлемой прямизны поверхности резки следует использовать правильную высоту резака. |
 |
Поверхность резки становится очень вогнутой при слишком низком расстоянии между резаком и изделием. Следует увеличить дуговое напряжение, чтобы в свою очередь увеличить расстояние между резаком и изделием и выпрямить поверхность резки. |
 |
Поверхность резки становится выгнутой, когда высота резки слишком велика или чрезмерно высок ток резки. Сначала следует уменьшить дуговое напряжение, а затем понизить ток резки. Если для данной толщины возможны различные значения тока резки, следует попробовать использовать расходные детали, предназначенные для более низкой силы тока. |
Способы повышения скорости резки
Чтобы повысить скорость резки, сократите расстояние между резаком и изделием. При этом увеличится отрицательный угол среза. При механизированной резке резак не должен соприкасаться с заготовкой в процессе прожига или резки.
Требования к газу
Значения давления подачи газа, не соответствующие техническим характеристикам, могут привести к неудовлетворительному качеству резки, низкому сроку службы расходных деталей и проблемам в эксплуатации.
Недостаточно высокая степень очистки газов или утечки в подающих шлангах или соединениях могут привести к нежелательным последствиям:
-
Снижение скорости резки.
-
Ухудшение качества резки.
-
Снижение максимальной толщины резки.
-
зможно сокращениВое срока службы деталей.
ПРАВОВАЯ ИНФОРМАЦИЯ:
Hypertherm®, Powermax®, HyPerformance®, HPR®, ЧПУ EDGE™, Phoenix™, LongLife™, Duramax™ SpringStart™, Smart Sense™, HyDefinition™, HDi™ – зарегистрированные торговые марки компании Hypertherm, Inc. Все другие торговые марки, приведенные на сайте, являются собственностью соответствующих компаний, и упоминаются исключительно для справок. Компания Мастер-Рез (Мастер Рез) никоим образом не связана с вышеназванными производителем и зарегистрированными ими товарными знаками.